面取りによるタップ穴の精度確保
- お困りごと内容
- タップ穴がつぶれてしまう…
- 目的
- タップ穴の潰れ防止
Before
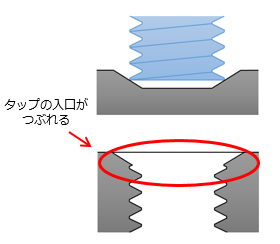
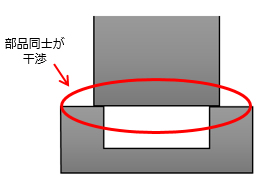
スプロケットなどの異形状・複雑形をした焼結金属部品に対してタップを立てる際に、面取りが元々されている部品への2次加工・追加工が要求される場合があります。
しかし、タップ径に対して面取りの径が小さいとタップの入り口部分がつぶれてしまうというトラブルが発生していまいます。
After
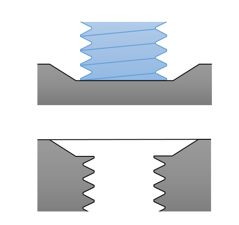
面取りされたスプロケットなどの焼結金属部品にタップ加工を行う場合、タップに対して適切な面取りを行うことでタップの入口部分のつぶれ発生を回避することができます。
例えば、タップがM6の場合であれば、面取りをC0.5~0.6とすることできれいな仕上がりになります。
POINT
焼結金属(焼結合金・粉末冶金)部品は元々、ある程度の成形加工が行われた材料に追加工・2次加工を行うことが多々あります。
後工程の切削加工を考慮した材料の成形を行うことで加工後の製品品質向上だけでなく、追加工・2次加工による不良品の回避、加工の短時間化を行うことが可能となります。