タイミングマーク設置による加工精度の安定
- お困りごと内容
- 基準点が無く、穴あけ位置が決まらない…
- 目的
- 基準点の設置
Before

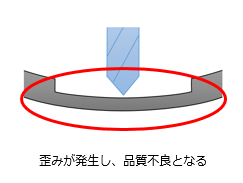
プーリー、ハブ、カップリング、ギア(歯車)などの円形をした焼結金属部品の場合、1箇所にでも基準点となる穴(タイミングマーク)がなければ位置決めを行うことができません。位置決めを正確に行うことができないため、焼結金属部品への穴あけ加工の位置が定まらず、加工精度のばらつきが発生してしまい、品質が安定しません。
After
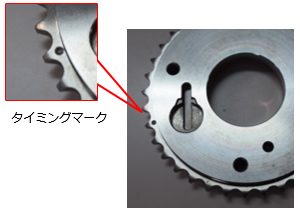
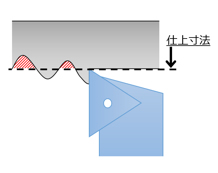
プーリーやハブ、カップリング、ギア(歯車)などの円形の焼結金属部品は、位置決めを行うための目印として、穴(タイミングマーク)を設けておく必要があります。これを基準として位置決めを正確に行うことが可能となるため、高い精度の穴あけ加工を行うことが可能となります。また、焼結金属の量産加工を行っても精度のばらつきがなくなり、品質が安定します。
POINT
焼結金属・焼結合金・粉末冶金だけでなく、鋳物やダイカスト、ソリッドの場合でも位置決め用の基準点がなければ正確な切削加工を行うことは難しくなります。焼結金属(焼結合金・粉末冶金)や鋳物などの成形品の場合は、はじめから基準点を設けておくことで正確な位置決めを行い、高い加工精度の切削加工ができます。