止まり穴の凹凸形状変更によるコストダウン
- お困りごと内容
- 止まり穴の加工にコストがかかる…
- 目的
- コストダウン
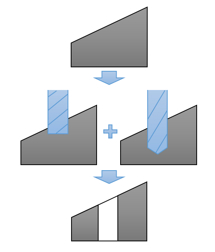
Before
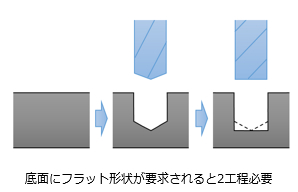
焼結金属をはじめとした切削加工において、止まり穴加工を行う場合、通常は止まり穴の底面はフラットな形状が要求されます。フラットな面を作るにはドリルでの切削加工の後、さらに追加工を行うことによってフラット面の面相度を出す工程が必要になるので、コストアップとなってしまいます。
After
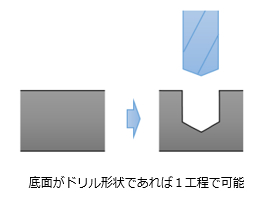
止まり穴加工の場合、底部の面粗さに指定がないのであれば、底部の形状をドリルにて一発加工できるように凹凸を付けることで研磨加工が不要になりコストダウンを行うことができます。止まり穴の底面の精度が重要視されない場合には、上記のように面相度の要求を外すことによって加工工程を省略させることができるようになります。
POINT
止まり穴加工が求められる場合、機能上問題がないのであればフラットな底面ではなく、凹凸形状にすることで追加工程が不要になります。また、その凹凸形状は通常のドリル径に合わせることによって、特別な切削工具の調達も不要になるので、標準系に合わせておくことがポイントになります。